Injection Molds in Injection Molding Machines
An injection mold consists of two halves into which the impression of the part to be moulded is cut. The mating surfaces of the mould halves are accurately machined so that no leakage of the plastic can occur at split line. If leakage does occur the flash on the moulding is unsightly and expensive to remove. In order to facilitate mounting the mould in the machine and cooling and ejection of the moulding, several additions are made to the basic mould halves.
1. Backing plates permit the mould to be bolted on to the machine platens.
2. Channels are machined into the mould to allow the mould temperature to be controlled.
3. Ejector pins are included to that the moulded part can be freed from the mould.
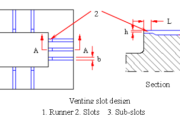
The mould cavity is joined to the machine nozzle by means of the sprue. The sprue anchor pin then has the pulling the sprue away from the nozzle and ensuring that the moulded part remains on the moving half of the mould, when the mould opens. For multi-cavity moulds the impressions are joined to the sprue by runners. Channels cut in one or both halves of the mould through which the plastic will flow without restriction. A narrow constriction between the runner and the cavity allows the moulding to be easily separated from the runner and sprue. This constriction is called the gate. A production injection mould is a piece of high precision engineering manufactured to very close tolerances by skilled craftsmen.
A typical mould can be considered to consist of
1. the cavity and core
2. the remainder of the mould.
Finishing and polishing the mould surfaces is also extremely important because the melt will tend to reproduce every detail on the surface of the mould. Finally the mould will have to be hardened to make it stand up to the treatment it receives in service. As a result of all the time and effort which goes into mould manufacture, it is sometimes found that a very complex mould costs more than the moulding machine on which it is used.