Reaction Injection Molding Technique Introduction
This process involves the high pressure impingement mixing of two or more reactive liquid components and injected into a closed mold at low pressure. With RIM technology, cycle time of 2 minutes and less have been achieved in production for molding large and thick parts. Principal plastic used is thermopolyurethane (PUR). other material s used are thermoplastic nylon; thermoset polyester and epoxy.
The advantages of the RIM over injection molding include the molding of the parts larger than 10 pounds, they can be made on the production basis using thinner walls because of the lower processing viscosities, or using very thick walls because curing is uniform throughout the part. There are problems associated with this method, however. The lack of the suitable internal release has made the RIM process labor-intensive, but changes are now occurring to significantly reduce or eliminate this problem.
The molded polyurethane faithfully reproduces the surface of the mold and tends to stick to them. Originally the application of the mold-release agents was necessary with each cycle of the RIM technology. After polymerization, if the mold is not covered with the mold-release agent, the part will adhere to the mold, making it difficult to remove from the mold. In view of these occurrences, the mold material should be highly polishable and platable with nickel, this coating has proved to be the most effective in product removal.
In the processes of injection molding of thermoplastic, injection molded thermoset, structural foam molding, and expandable polystyrene molding, we are dealing with the materials which are chemically complete compounds, ready for conversion into finished part. The materials are receiver from the suppliers with the certain properties based on the test bar information and recorded in material processing data sheets. The processors are expected to convert these materials into the products with similar mechanical, electrical, and environmental characteristics, as indicated on the data sheets. The processors also furnished with the range of molding parameters that should be optimized to attain the desired production properties. In reaction injection molding, the starting point for the conversion process are liquid chemical components. These components are metered out in proper ratio, mixed, and injected into a mold where the finished product is formed. In reality, it is a chemical and molding operation combined into one system of molding in which the raw material is not a prepared compound but chemical ingredients that will form a compound when molded into a finished part. The chemicals are highly catalyzed to induce extremely fast reaction rates. The materials that lend themselves to the process are urethane, epoxy, polyester, and others that can be formulated to meet the process requirement.
The system is composed of the following elements:
1. Chemical components that can be combined to produce the material of desired physical and environmental properties. Normally, this formulation consists of two liquid chemical components that have suitable additives and are supplied to the processors by chemical companies.
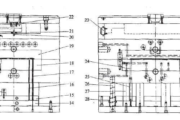
2. A chemical processing setup, which stores, meters, and mixes the components ready for introduction into the mold.
3. To facilitate smooth continuous operation, a molding arrangement consisting of a mold, mold-release application system, and stripping accessories.
The success of the operation will depend on thee processor’s knowledge of:
1. The chemistry of the two components and how to keep them in good working order.
2. How to keep the chemical adjunct in proper functioning condition so that the mixture entering the mold will produces the expected result.
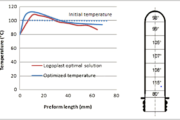
3. Mold design as well as the application of auxiliary facilities that will bring about ease of the product removal and mold functioning within a reasonable cycle. RIM molding is energy saving as compared to the conventional injection molding. The two liquid urethane components are injected generally at room temperature, and atypical mold temperature is 150 degrees. Also, since the material is expanded after injection, very low clamp pressures (100 psi) are required.
Since internal mold pressures would not normally exceeds 100 psi, the clamping requirements for RIM are substantially lower than that for thermoplastic processing. Calculations have been done on the part and show that a clamp requirement of 2500 to 5000 tons necessary to produce a part from conventional injection molded thermoplastic polyurethane can be reduced to less than 100
tons for RIM.
The production of polyurethane elastomers involves the controlled polymerization of an isocyanate, a long- chain-backbone polyol and a shortedchain extruder or cross-linker. The reaction rate can be controlled through the use of the specific catalyst compounds, well known in the industry to provide sufficient time to pour or otherwise transfer the mix, and to cure the polymer sufficiently to allow handling of the freshly demolded part. The use of the blowing agent allows the formation of the definite cellular core as well as a nonporous skin, producing an integral sandwich-type cross section.
Reaction injection molding involves very accurate mixing and metering of two highly catalyst liquid urethane compounds, polyol and isocyanate. The polyol components contains the polyether backbone, a chain extender or cross-linking agent, and a catalyst. A blowing agent is generally included in either the polyol or isocyanate component. In order to achieve the optimal in physical properties and part appearance, instantaneous and homogeneous mixing is necessary.
Insufficient mixing results either in the surface defects on the part or, at the time of the posture, delamination or blistering.
The urethane liquid components are stored at a constant temperature in a dry air or nitrogen environment. These components are delivered to high pressure metering pumps or cylinders that dispense the respective materials at high pressure and accurate rates to a mixing head. The material are mixed by the stream impingement. Additional mixing is generally encouraged via a static mixer incorporated into the runner system of the mold. Following the injection of the chemicals, the blowing agent expands the material to fill the mold.
The preferred route for high-volume RIM manufacturing is multiple clamps fed from a single metering pumping unit, the logic being that this is the most efficient way to utilize the capacity of the mold filling equipment.
– By Zafar Kamal