– By Zafar Kamal
Thermodynamics principle are also valid for plastic materials, which are basic to the chemical structure of each. In the melting of various thermoplastics the quantity of heat required per unit weight may vary significantly depending upon the differences in the heat capacity of the various plastics.
Every material has a specific heat, which expresses its ability to absorb or release heat energy. Specific heat is the ratio of heat needed to elevate one pound of material one degree to that for heating water, which has a specific heat of 1, expressed as the number of BTU per pound per degree .
Due to complexity in handling specific heat data in calculation of heat input and removal, a mathematical extrapolation, heat content, may be used instead. The crystalline melting points for some materials can be seen by the change in the slope of the curves, making it obvious that a great quantity of heat is required to change the plastic’s state from solid to liquid with the little change in temperature. The more crystalline materials require a large quantity of heat, the heat of fusion, to convert them from solid to liquid.
Typical examples of the total heat content of the plastics are available at any plastic injection molding book.
| Resin | Average molding temperature, F. | Total heat added or removed Btu/pound | Heat of fusion,Btu/pound |
|---|---|---|---|
| polystyrene | 500 | 160 | 0 |
| Low density Polyethylene | 440 | 274 | 256 |
| High density Polyethylene | 440 | 310 | 104 |
| Nylon | 530 | 340 | 56 |
The plasticities chamber or cylinder of the injection-molding machine is the primary element of the machine since it is responsible for the conditioning of the melt prior to its injection.
The size of the heating cylinder on a given injection-moulding machine is usually determined by the design of the parts to be moulded. Most machinery suppliers offer a range of the injection-unit sizes for machine s of specific clamptonnage sizes. The determining consideration is the amount of the material needed to fill the mold which can have a large projected area with respect to part weight, requiring a large clamp tonnage.
Cylinders are rated as to their plasticizing rate to indicate how fast the melting system can soften a thermoplastic material to a flowable condition.
Thermoplastics vary, one from another, in many of the characteristics that determine their melting rates. Thus, for convenience the plasticizing rates of plasticators are usually related to one type of material as a standard, namely, general-purpose polystyrene. When an injection machine’s shot or hourly heating capacity is given in ounces or pounds the reference to polystyrene is often omitted, but should be understood.
To calculate the corresponding plasticizing capacity of a heating cylinder for other resins it is necessary to know the relative specific heat of the materials. The capacity when using another resin is obtained by dividing its specific gravity by that of the polystyrene (1.04) and multiplying by the rated capacity. Thus for low density polyethylene (0.92 specific gravity) a cylinder rated at 20 ounces per shot will have a capacity of 0.92/1.04*20 = 17.7 ounces per shot.
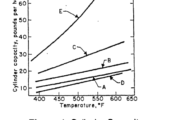
The actual plasticizing capacity of a given heating cylinder depends to a large extent upon the plastic to be processed. The moulding temperature, thermal conductivity, specific gravity, and specific heat of a various materials are different and all of these factors play an important role in the complex processes of the heat transfer and heat generating by shearing in the injection cylinder. Many of the newer thermoplastic materials, particularly those with lower thermal conductivities and higher melting points, require a careful analysis of the heating capabilities of the injection-moulding heating cylinders. When the density alone is considered for different thermoplastics over range of processing temperatures, the plasticising rates can be plotted for the various resins.
As production rate increases, the quantity of heat needed to achieve the proper melt viscosity also increases. The controlling and indicating instrumentation on most machined cannot reflect the actual temperatures within the barrel nor sense the true temperature within the plastic melt. The heater bands supply heat energy to the outside of the cylinder but effective heat input to the polymer will be less. Only a relative basis can be assumed for the settings of the instruments, since there is a lag between the indicated pyrometer readings and the actual stock temperature. And, different polymers will reflect a wider or narrower spread within these temperatures. The problem is further complicated by differences in the cylinder design, the depth of the thermocouples and the choice of the material as well as the rate of plasticization.