Key Technologies for PET Preform Injection Molding
The chemical name of PET is polyethylene terephthalate, also known as polyester. At present, GF-PET is the most used by customers, mainly for bottle preforms. PET has better rheology in the molten state, and the pressure has a greater effect on viscosity than temperature. Therefore, We mostly adjust the injection pressure to change the fluidity of the melted PET material.
1. Processing of PET Material before Injection Molding
Because PET macromolecules contain fat bases and have certain hydrophilicity, pellets are more sensitive to water at high temperatures. When the moisture content exceeds the limit, the molecular weight of PET decreases during processing, and the product becomes colored and brittle. Because of this, the materials must be dried before processing. The drying temperature is 150°C for more than 4 hours, generally 170°C for 3-4 hours. The air shot method can be used to check whether the material is completely dry. The proportion of recycled materials should generally not exceed 20%, and the recycled materials must be thoroughly dried.
2. How to Selection a Right PET Preform Injection Molding Machine
Since PET has a short stable time around the melting point and high melting point, it is necessary to choose an injection molding system with more temperature control sections and less self-friction heat generation during plasticization, and the actual weight of the product (including PET preforms` tails) cannot be less than the machine injection 2/3 of the amount. Please click the following link to learn more about how to pick the right PET Preform Making Machine.
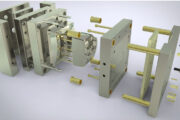
3. PET Preform Mold and Gate Design
PET preforms are generally molded by hot runner molds. It is better to have a heat shield between the PET preform mold and the PET injection molding machine platens. The thickness of which is about 12mm, and the heat shield must be able to withstand high pressure. The exhaust must be sufficient to avoid local overheating or chipping, but the depth of the exhaust port should generally not exceed 0.03mm, otherwise it is easy to produce flash.
4. PET Preform Injection Molding Temperature
Here we talk about the PET injection molding temperature is about the melting temperature mostly. It is set with injection molding machines nozzle temperature or by the main runner temperature of the PET preform mold. The temperature ranges is normally from 270-295℃, and the enhanced GF-PET can be set at 290-315℃.
5. Injection speed for PET Preform Injection Molding
Normally, we prefer to have a high injection speed to prevent premature solidification during the injection process. But it will cause too big molecular stress and the preform will be whitened and getting fragile if the injection speed is too fast. Just make sure the injection time within 4 seconds should be good.
6. PET Preform Injection Molding Backpressure
The lower the better to avoid wear. Generally not more than 100bar. We normally not use backpressure during the PET preform injection molding process.
7. Residence Time or Stop Time of PET Preform Making Production Line
Just try your best to avoid long residence time to prevent the PET material molecular weight dropped down. Make sure the heating temperatures of PET raw material is below 300°C all the time. If the downtime is less than 15 minutes, just empty the melted materials in the barrel will be okay; But if it more than 15 minutes, please put some viscosity PE in the hopper and shot out all the PET material out and let the PE in the barrel, and reduce the barrel`s heating temperature to PE temperature until it is turned on again.
Precautions:
⑴DO NOT add too much recycled material(less than 20%), otherwise it is easy to cause “bridging” at the feeding place and materials will be struck below the hopper.
⑵Make sure the mold temperature and material drying and melting temperature is reasonable. Or it will cause the PET preform got whiten or looks like fog in it. If you need PET preforms very clear, make sure the preforms cooling fast, the mold temperature as low as possible and most uniform. The mold temperature is low and uniform.