Precautions for Barrel Temperature Setting on TOSHIBA Injection Moulding Machines
The barrel set temperatures vary with the resins as shown in the table below. The temperatures also vary with the resin makers and grades. Improper temperature setting may cause defective molding. Some resins may emit poisonous gas or are explosive. Before temperature setting, determine a proper temperature in consideration of the property or other factors of the resin.
If the screw is to be rotated with no resin in the barrel so as to prevent screw or barrel breakage, rotate the screw at a speed of about 10 min-1 until melted resin comes out of the nozzle.
| Resin | Barrel temperature (C) [F] |
|---|---|
| PS (Polystyrene) | 180 ~ 260 [356~500] |
| AS resin | 180 ~ 240 [356~464] |
| ABS resin | 180 ~ 260 [356~500] |
| PMMA (methacryl) | 180 ~ 240 [356~464] |
| Nylon 6 | 235 ~ 280 [455~526] |
| Nylon 66 | 250 ~ 300 [482~571] |
| PE (Polyethylene) | 180 ~ 280 [356~536] |
| PP(Polypropylene) | 180 ~ 280 [356~536] |
| Rigid PVC (Polyvinyl chloride) | 165 ~ 200 [329~392] |
| Soft PVC (Polyvinyl chloride) | 150 ~ 200 [302~392] |
| PC (Polycarbonate) | 250 ~ 320 [482~608] |
| POM (Polyacetal) | 175 ~ 210 [347~410] |
| PPO (Polyphenyleneoxide) | 240 ~ 315 [464~599] |
Improper setting of barrel temperature may cause an accident breaking the screw and barrel in addition to operation cycle speed down due to the lowering of plasticizing capacity, deterioration or decomposition of resin due to local heat generation, or insufficient kneading. Especially in the case of molding PE or PP, the crystalline resin, plasticizing with barrel temperature set low and screw speed raised high may produce non-melted resin, generate great unusual pressure in the screw compression zone, and cause scuffing on the screw. Strictly avoid plasticizing under such condition. In this case, increase the preheating effect of the feed zone by means of sufficiently heightening barrel temperature [H3] on the hopper side to solve the problem. For efficient machine operation, it is necessary to lower screw speed and also heighten barrel set temperature to the most possible extent.
[Precautions for machine Stop]
In the event molding operation cannot be restarted in a short time, purge the resin and move the screw to the retract limit before machine stop. If the screw is located at the advance limit, H3 (feed zone) is heated excessively during barrel heating. Charging and plasticizing may thus become unstable.
When [H3] zone is set higher, especially, [H3] (feed zone) zone is heated excessively even in a comparatively short period of down time, possibly interrupting the charging and plasticizing of the next operation cycle. In such a case purge resin or lower H3 temperature.
[Precautions for Nozzle Controller, Common to All Models]
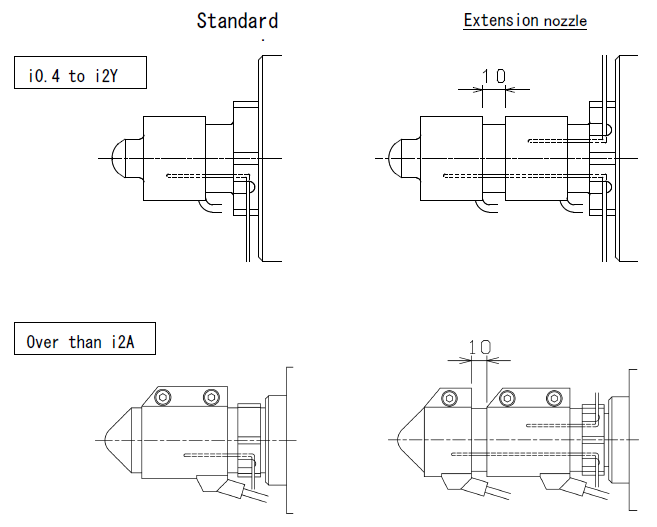
1) Avoid moving heater position (especially in the case of extension nozzle). Heater position actually affects nozzle tip temperature. On i2A, i2B, i3 and larger injection units, the distance between the heater and thermocouple is 5 mm [0.20in].
2) When problems as drooling, stringiness or burned mark are encountered, lower the setting temperature within the range molding is not affected. Raising the setting temperature further because actual temperature cannot be raised will turn on the heater continuously. In such a case, temperature control becomes impossible.
3) When the extension nozzle is not used with the extension nozzle temperature controller (HEN) equipped, set the display temperature of the controller (HEN). This prevents the activation error of the alarm for the detection of thermocouple disconnection.
[Precautions for Nozzle temperature control]
1) The nozzle heater is of the ring type and the thermocouple is of the embedded type. When installing, use care not to make the thermocouple shift out of the detect position. You can securely install the nozzle heater by bending the thermocouple at the groove provided in the base of the nozzle.
2) Install the nozzle heater by aligning it with the nozzle end face. For the extension nozzle, install the rear nozzle heater at a position of 10mm [0.39in] from the front nozzle heater.